Technical Report 2009-06-26

Content shown in the technical articles are the sole opinion and views of the authors or companies, which are not necessarily congruent to opinion and views of the editors.
|
Light Weight Construction on Solid Soil Dr. Klaus Pfaffelhuber, Röchling Automotive AG & Co. KG With 5 kg for the complete underbody of a luxury saloon Röchling Automotive sets the current benchmark. The structural material Seeberlite is applied based on a new process, called Softlofting. The new BMW 7 series has an underbody with high impact on acoustics and aerodynamics. Röchling Automotive is engineering partner and supplier here as well as for the underbody of the 1, 3, 5 and 6 series. Chassis light weight construction with aerodynamic underbodies is a brand builder for premium cars and currently on the verge of conquering the volume segment. 
36% less weight at a 29% bigger surface in comparison with engine cover of former 7 series The advantages of underbody covers are in the meantime broadly acknowledged in the community: aerodynamics, acoustic absorption, underbody protection, thermal management and recycling potential are superior to PVC underbody coatings. Accordingly the trend towards covering the underbody literally covers the segment full scale. Yet there is still a huge diversity regarding materials and processes. A weight comparison reveals the differentiation most significantly. The complete Seeberlite underbody of a current 7 series weighs 5 kg, i.e. 39 percent less than at the outgoing model, or 21 through 37 percent less than at its closest competitors. "Which is even more astonishing, if you take into account the competitive or even considerably better acoustics," emphasises Dr. Klaus Pfaffelhuber, director of predevelopment and acoustics at Röchling Automotive. "Regarding idle-exterior-, drive-by- or interior-noise we are always ranking among the top or are even number one." Acoustic comfort is a key feature of the material. The process parameters of softlofting allow for a remarkably good fine tuning of the material´s acoustic properties. The main control options within the process are temperatures and pressures. Especially concerning their transitions, that is, their evolving on the timeline. Crucial are migrating clipping levels and smooth, material protecting transformations, therefore the process is called "Softlofting". "Further tuning options are offered by the parameters of the raw material: fiber length, mix ratio, additives. The press itself must be able of soft motion control. Even if it looks pretty simple: Softlofting truly is not trivial," says Ludwig Huber, chief technology officer of Röchling Automotive. "It comprises much fine tuning. The real creation of value happens totally invisible from the outside within the closed tool, on chemical level." 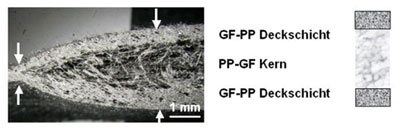
Single resin Seeberlite structure with densified outer rim section Basically Seeberlite is a sandwich structure with core and coating differentiated by distinguished densities, but without a tight outer skin. Thus, the components represent with their total dimensions an acoustic active absorbing surface on the road side as well as on the chassis side. Without additional absorbers as usually used up to now for densified substrates. In comparison with such a part split in two layers the new engine cover boasts twice the equivalent absorbing surface. At a significantly lower overall package height and with a single resin sandwich. "Even though there are slightest shares of another polymer in the outer layer we still talk of a single resin part," says Pfaffelhuber. Acoustic progress becomes even more evident benchmarking former parts without additional absorber, for example on each side of the exhaust train. There, the equivalent absorbing surface of Seeberlite based on test rig measurements is four to five times bigger. "Thanks to this multifunctional and efficient approach acoustic comfort can contribute to light weight construction," says Pfaffelhuber. "Overall this leads to a considerable reduction of outer and inner noise, particularly of the high frequency noise of diesel and gasoline direct injection engines, further of the very disturbing tyre and road noise." 
Test of mechanical stress and noise at high speed water crossing But what about mechanical and thermal resilience considering the minor weight? Stone chip testing is performed according to specification with a shooting machine under a 30 to 45 degree angle. There is no piercing, even not with steel pellets. The abrasion tests treats the underbody to a granite rock scrubbing, 10 thousand times to and fro. Again the material is only scratched on the outer skin. Among the most demanding kinds of mechanical stress there is also flush water impact when crossing a bigger puddle or spray water on wet roads. Carwash compatibility was routinely confirmed. "With Seeberlite we even stand the steam cleaner test without problems," says Dr. Egon Moos, product manager of underbody systems at Röchling Automotive. On the other hand the material looks quite open-pored, not at all like a rain cape. Moos differentiates: "An essential feature of Seeberlite is to dry very quickly. This was proven by comprehensive tests under real life conditions." At high speed it is important that the enormous wind forces result in as little surface bending as possible. Currently the underbody accounts for about 30 percent of the aerodynamic optimisation potential. Wind forces occurring at high speeds stress the cover´s mounts with several hundred newtons. In these areas the material is partially densified. Thus, it can withstand the pull-out-forces better. 
High speed drive to test bending, vibration and pull-out-resilience cause by air stream This densifying therefore is done only in spots with dimensions exactly limited to the crucial areas. This is one of the main advantages of material and process. As in tailored blanks for chassis steel construction the enforced segments of the Röchling underbody are only found where necessary. On special shaker test rigs the vibrations are scanned by laser and visualised by computer animation programs. In this progress stiffness can be optimised further or verified. "High stiffness also facilitates directly integrating functional parts like air nozzles," says Huber. "We realise the inlet ramps for the cooling airstream by respectively transformed and densified underbody sections. Fully integrated, without additional components. Which once again eliminates a multi-piece-module and an assembly process." According to publications of the BMW division "Integration Energy Management, Aerodynamics, Light Weight Construction, Driving Performance and CO2 for Big Models" the inlet ramps in the underbody are integrated "optimally as far as function and cost are concerned". This focused cooling approach improves the "thermal operation reliability or durability" of the whole car. Despite being open-pored and the large dimensions even the strict BMW emission specifications are complied with. The HC-figure which is for example relevant in California is 6 mg for the total underbody. This is still true at temperature stress of 120 degrees, for which the material is designed. So, even the exhaust pipe near the engine can be covered widely if some heat shield layer is applied. 
Preparation for full scale temperature transition measurement during test drives Yet this is still not the limit of feasibility for Huber: "As a matter of course we aim for a completely covered underbody. Including the whole tail pipe. Precisely as in motorsports. We currently work on a solution for gasoline engines. For diesel engines viability is affirmative and in the meantime applied partially at the new 7 series." BMW calls this a "higher cover ratio" at the inline six models. "The challenge of efficient dynamics leads to higher cover ratios of the underbody in order to reduce fuel consumption. Additional weight generated by this has to be compensated for by light weight construction." The objective of a higher cover ratio is not only a further improvement of aerodynamics and acoustics, but just also a more efficient exhaust train cooling. Additionally to the mechanical protection the thermal protection contributes substantially to the life expectancy of the whole power train. BMW has learned this already in 2004 when the 5 series underbody was covered with Seeberlite. This might also possibly explain why the underbody technology of Röchling is specified also by other OEMs these days. The multiplication phase of Softlofting gaining momentum just right now is obviously founded on a solid base. "Our Seeberlite-material is the light weight benchmark. It is the only one of its kind which is series proven, emission tested, flame retardant and very quickly available in scales typical for the volume segment. And all of this - thanks to Softlofting - process proven," says Ludwig Huber. "With these material properties we have a unique selling proposition at the moment. There are many visions. We supply hardware. Also in the USA or China." Röchling Automotive AG & Co. KG Richard-Wagner Str. 9 Phone: +49 (0) 621 44055 0 Internet: www.roechling.de |
 back to the list back to the list | back to top |